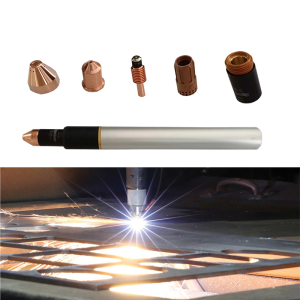
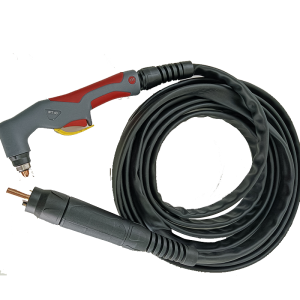
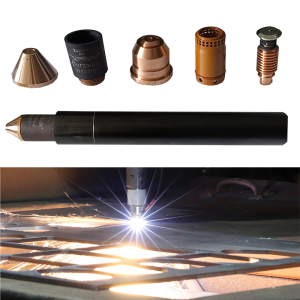
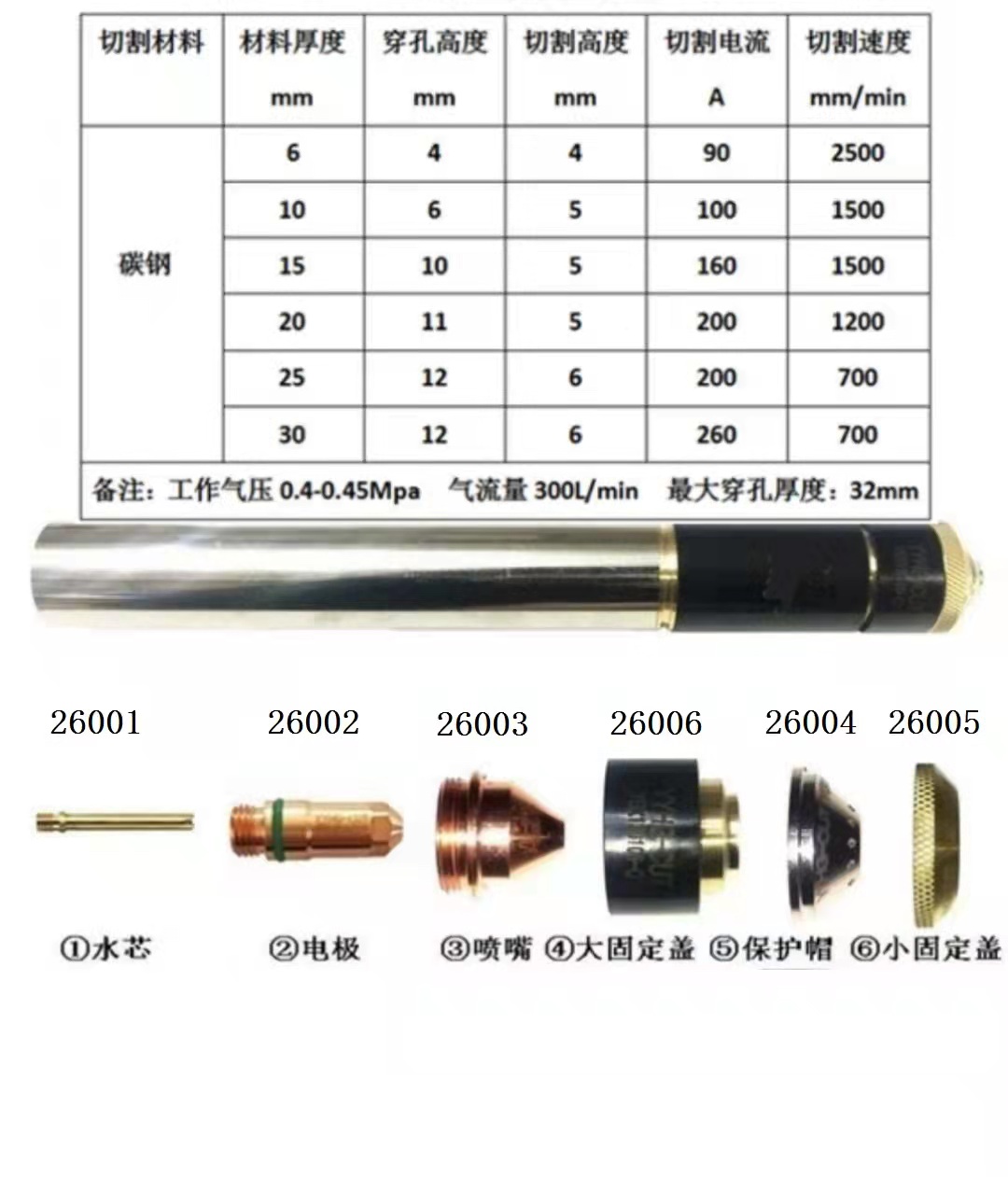
MS-200AK-YK200-H პლაზმური საჭრელი ჩირაღდანი - CNC



Powercut პლაზმური cnc პლაზმური ჭრის მანქანა Hypertherm TorchLGK-45IGBT, LGK-55IGBT, LGK-65IGBT, LGK-85IGBT, LGK-100IGBT, LGK-105IGBT, LGK-120IGBT, LGK-125IGBT, LGK-130IGBT-130IGBT1,LGK-130IGBT1,LGK-130IGBT1,LGK-125IGBT LGK-200IGBT, LGK-260IGBT, LGK-300IGBT, LGK-400IGBT, LGK-500IGBT, LGK-60AM, LGK-80AM, LGK-100AM, LGK-105AM, LGK-200IGBT, LGK-400IGBT LGK-200AF, LGK-300AF, LGK-400AF, LGK-500AF, LGK-200AHF, LGK-300AHF, LGK-400AHF, LGK-500AHF, LGK-200AH, LGK-300AH, LGK-400AH, LGK-500AH Max-45AL, Max-55AL, Max-65AL, Max-85AL, Max-100AL, Max-15AL, Max-15AL, Max-15AL Max-200HPR Max-300HPR Max-400HPR

დაწერეთ თქვენი შეტყობინება აქ და გამოგვიგზავნეთ