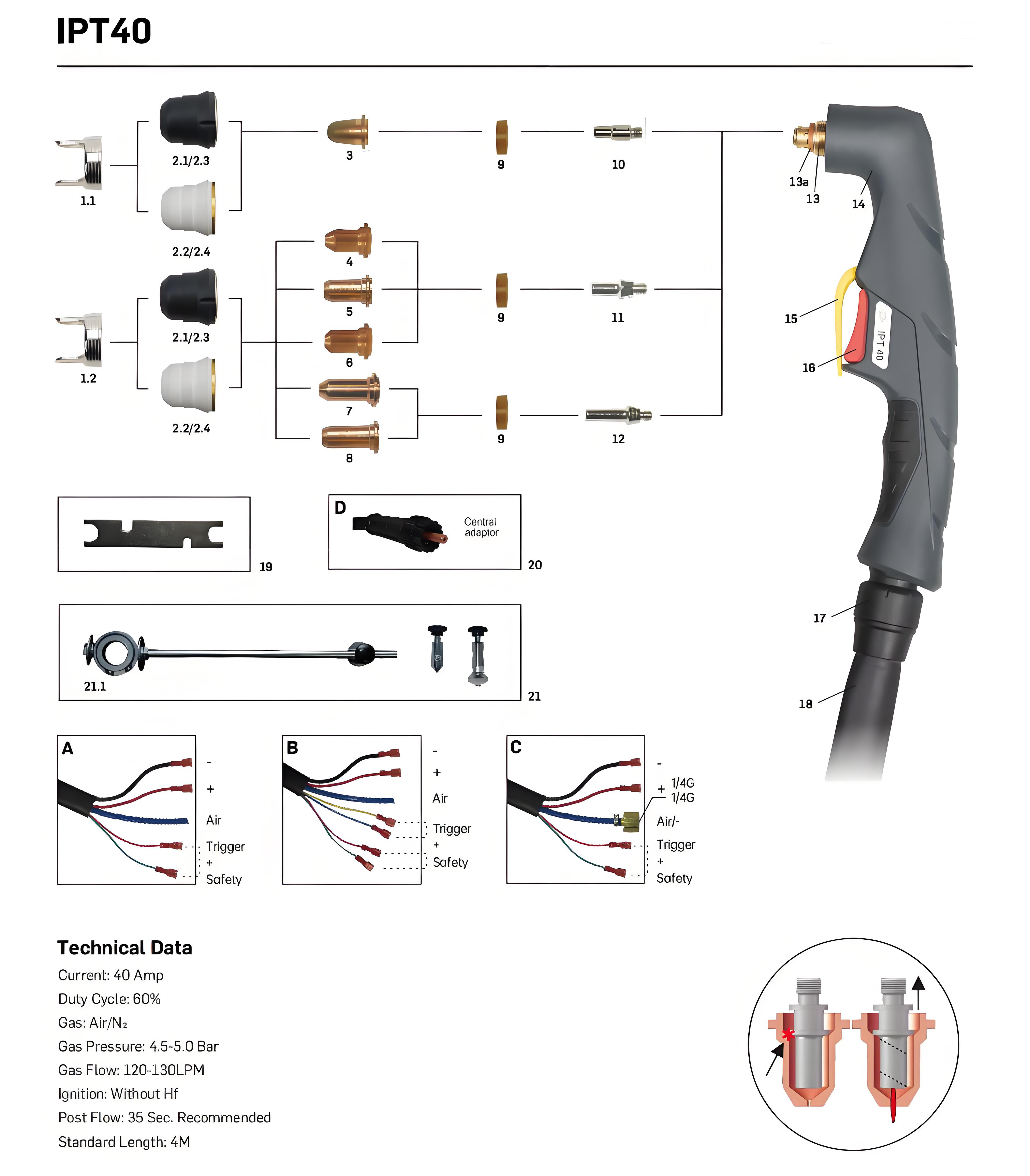
IPT40 plasmabrännare




Powercut plasma cnc Plasmaskärmaskin Hypertherm BrännareLGK-45IGBT, LGK-55IGBT, LGK-65IGBT, LGK-85IGBT, LGK-100IGBT, LGK-105IGBT, LGK-120IGBT, LGK-125IGBT, LGK-130IGBT, LGK-151IGBT, LGK-160-IGBT, LGK-160-IGBT, LGK-160-IGBT, HGH LGK-300IGBT, LGK-400IGBT, LGK-500IGBT, LGK-60AM, LGK-80AM, LGK-100AM, LGK-105AM, LGK-125AM, LGK-160AM, LGK-200AM, LGK-200AF, LGK-300AF, LGK-300AF, LGK-300AF, LGK-300AF LGK-200AHF, LGK-300AHF, LGK-400AHF, LGK-500AHF, LGK-200AH, LGK-300AH, LGK-400AH, LGK-500AH Max-45AL, Max-55AL, Max-65AL, Max-85AL, Max-100AL, Max-105AL, Max-125AL, Max-125AL, Max-1300 Max-PR00 Max-400HPR

Skriv ditt meddelande här och skicka det till oss